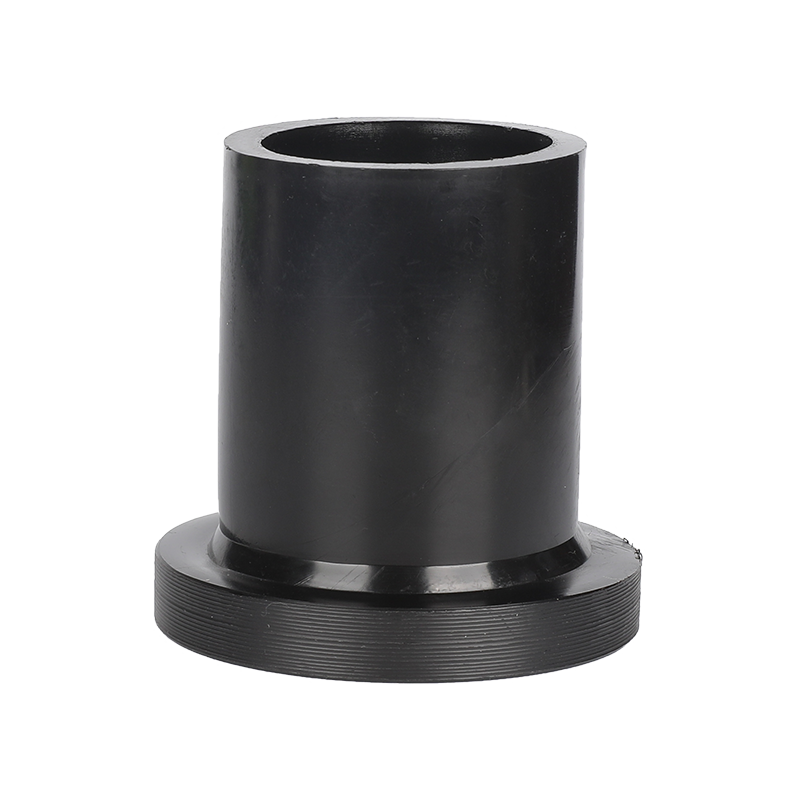
Yes, there are several best practices and guidelines to follow during the butt fusion process when working with
HDPE flange adaptor butt fusion fittings. Butt fusion is a critical process for joining HDPE pipes and fittings together, and following proper procedures is essential to ensure strong, leak-free, and durable connections. Here are some key guidelines to consider:
Preparation:Ensure that both pipe ends to be fused are clean, smooth, and free from dirt, debris, moisture, or contaminants.
Use appropriate cleaning tools to prepare the pipe ends before fusing.
Equipment Inspection:Inspect and ensure that the butt fusion machine, heater plate, and other equipment are in proper working condition before starting the fusion process.
Heater Plate Temperature:Set the heater plate to the correct temperature based on the HDPE material and pipe diameter.
Heater Plate Alignment:Properly align the heater plate with the pipe ends to ensure even heating along the fusion area. Misalignment can result in weak or uneven welds.
Heating Time:Heat the pipe ends evenly for the specified heating time. The heating time depends on pipe diameter, wall thickness, and material.
Heating Plate Removal:After the heating time, remove the heater plate and quickly bring the pipe ends together to initiate fusion. Ensure proper alignment during this step.
Joining and Fusion:Join the pipe ends quickly and maintain constant pressure during the fusion process. A hydraulic unit or manual clamps can be used to hold the pipes together.
Allow the melted material to form a bead at the joint. This indicates proper heating and fusion.
Cooling Time:Allow the joint to cool for the specified cooling time. Cooling time is essential for the weld to solidify properly.
Inspection:Inspect the fusion bead to ensure it's consistent, uniform, and free from voids, gaps, or signs of incomplete fusion.
Perform visual and tactile inspections to identify any irregularities.
Pressure Testing:Conduct pressure testing on the fused joint to verify its integrity and leak resistance before putting it into service.
Record Keeping:Maintain records of fusion parameters, temperatures, heating and cooling times, and other relevant information for quality control and future reference.
Training and Certification:Ensure that personnel involved in the butt fusion process are trained, certified, and experienced in using the equipment and following proper procedures.
Safety Precautions:Follow safety guidelines and wear appropriate personal protective equipment (PPE) during the fusion process.
Proper butt fusion is crucial to ensure the longevity and reliability of HDPE pipe connections. Following these best practices and guidelines will help you achieve strong and leak-free joints for your piping system.
 English
English Español
Español русский
русский عربى
عربى

.jpg?imageView2/2/format/jp2 "Single U HDPE ground source pump fitting")